
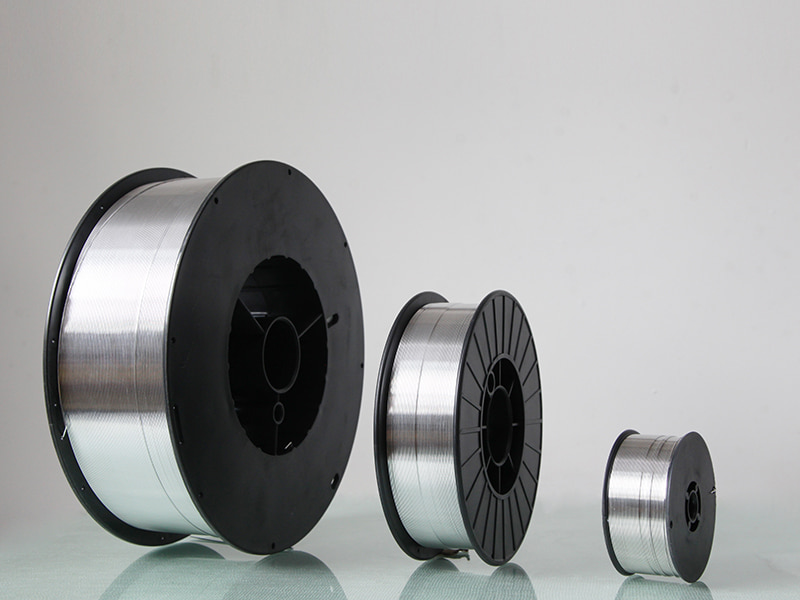
Žica za zavarivanje aluminija koristi se za stvaranje visokokvalitetnog zavara na aluminiju
Žica za zavarivanje aluminija - Savjeti i preporuke za zavarivanje aluminija
Žica za zavarivanje aluminija koristi se za stvaranje visokokvalitetnog zavara na aluminiju. Zavarivanje aluminija uvelike se razlikuje od zavarivanja čelika i zahtijeva malo više vještine. Međutim, pridržavanje nekoliko praktičnih pravila i posjedovanje dobrog stroja za zavarivanje pomoći će zavarivaču aluminija da proizvede kvalitetne varove. Ovaj će članak ponuditi neke savjete i preporuke za odabir ispravne aluminijske žice, pripremu osnovnog materijala i primjenu pravilne tehnike zavarivanja za postizanje visokokvalitetnih plinskolučnih zavara.
Dobro pravilo za odabir ispravne žice za zavarivanje aluminija je uzeti u obzir debljinu materijala s kojim radite. Deblji materijali zahtijevaju veći promjer žice kako bi se osiguralo pravilno prodiranje i spajanje zavara.
Također je važno odabrati ispravnu vrstu žice na temelju dizajna spoja i potrebne čvrstoće zavara. Dostupno je nekoliko vrsta aluminijskih žica za zavarivanje, od kojih je svaka dizajnirana za određene vrste spojeva i čvrstoću zavara. Neke aluminijske žice za zavarivanje također su prikladnije za određene primjene zavarivanja, kao što su sučeoni ili kutni zavari.
Zbog mekoće aluminija teško je progurati standardni pištolj za MIG zavarivanje (neki ljudi koriste duži kabel, ali to je i dalje izazov). Iz tog razloga mnogi proizvođači, graditelji prikolica i brodova, stručnjaci za održavanje i DIY'eri odlučuju kupiti Spool Gun za svoje potrebe zavarivanja aluminija. Pištolj za kalem drži aluminijsku žicu u kalemu i eliminira gniježđenje ptica (proces u kojem se žica za zavarivanje zaglavi u vašem plameniku za zavarivanje). Pištolj za kalem također vam omogućuje korištenje dužih kabela (15 ft do 50 ft) što pomaže smanjiti količinu vremena koje morate potrošiti na izmjenu kalemova.
Prvi korak u zavarivanju aluminija je čišćenje područja na kojem ćete raditi. Ovo će ukloniti svu prljavštinu, masnoću i okside koji mogu kontaminirati zavareni spoj. Također je važno ne smočiti površinu metala prije zavarivanja. Voda će iskriviti zavar i može uzrokovati slabe točke u zavaru.
Prije nego počnete zavarivati aluminij, dobro je prethodno zagrijati osnovni materijal. To će povećati čvrstoću zavara i pomoći u izbjegavanju pucanja na krajevima zavara. Iz tog razloga preporučuje se prethodno zagrijavanje materijala od petsto stupnjeva Fahrenheita do sedamsto stupnjeva Fahrenheita.
Kada ste spremni za početak zavarivanja, važno je održavati konstantnu brzinu kretanja i kut gorionika. To će osigurati da stvarate rastaljenu lonac zavara, a ne samo da pravite rupe u metalu. Kada završite sa zavarivanjem, svakako popunite sve kratere koji su se formirali na kraju zavara. To će smanjiti šanse za pucanje kratera na kraju zavara.
Ako tražite aluminijsku žicu za zavarivanje koja je kompatibilna s vašim MIG aparatom za zavarivanje i dobro odgovara vašoj primjeni, provjerite robnu marku Hangzhou Kunli welding materials Co., Ltd ER5356 Aluminium Welding Wire. Ima promjer od 0,030 ili 0,035 inča i odličan je za zavarivanje baznih metala serije 5000, kao i legura 5086 manje čvrstoće.
ER5087 MAGNEZIJ-ALUMINIJSKA ŽICA ZA VARIVANJE
ER5087 MAGNEZIJ-ALUMINIJSKA ŽICA ZA VARIVANJE
PREV:Silikonska aluminijska žica za zavarivanje ER4043 poznata je po svojoj izvrsnoj sposobnosti anodizacije
NEXT:Koja su ključna metalurška i mehanička svojstva žice od legure Al-Mg ER5154 i kakva je u usporedbi s drugim aluminijsko-magnezijskim žicama za zavarivanje u smislu zavarljivosti i performansi u pomorskim i visokokorozivnim primjenama?
NEXT:Koja su ključna metalurška i mehanička svojstva žice od legure Al-Mg ER5154 i kakva je u usporedbi s drugim aluminijsko-magnezijskim žicama za zavarivanje u smislu zavarljivosti i performansi u pomorskim i visokokorozivnim primjenama?
Povezani proizvodi
-
 Vidi više
Vidi više
5154 Žica za zavarivanje od aluminijske legure
-
 Vidi više
Vidi više
ER4043 silikonska žica za zavarivanje aluminija
-
 Vidi više
Vidi više
ER4047 aluminijska Mig žica za zavarivanje
-
 Vidi više
Vidi više
Žica od legure Al-Mg ER5154
-
 Vidi više
Vidi više
ER5087 žica za zavarivanje magnezija i aluminija
-
 Vidi više
Vidi više
Žica za zavarivanje aluminija ER5183
-
 Vidi više
Vidi više
Žica za zavarivanje aluminija ER5356
-
 Vidi više
Vidi više
ER5554 aluminijska žica za zavarivanje
-
 Vidi više
Vidi više
ER5556 Aluminijska zavarivačka žica
-
 Vidi više
Vidi više
ER1100 aluminijska žica za zavarivanje
-
 Vidi više
Vidi više
ER5754 aluminijska žica za zavarivanje
-
 Vidi više
Vidi više
ER2319 aluminijska žica za zavarivanje
